In TIG welding, a permanent tungsten electrode is used with gas shielding for the arc. For more information, check out this article: What Is TIG or GTAW Welding?
Unlike shielded metal arc welding (SMAW or MMA), the TIG electrode is non-consumable and does not add material to the joint. To withstand such high demands, the electrode must be made of a material that does not melt along with the metal being welded. This is why tungsten is chosen.

Tungsten is the metal used in the filament of old incandescent light bulbs (common bulbs) and has the unique property of melting at an extremely high temperature (3410ºC). This characteristic allows the electrode tip to “survive” the welding process, as iron, for example, melts at 1500ºC.
While there are pure tungsten electrodes, a variety of alloys incorporate small amounts of other elements into the electrode, altering its characteristics and optimizing it for specific uses.

Standards require manufacturers to color the end of the electrode to indicate its alloy composition.
Certain uses are restricted by the type of machine you have. If you’re just starting, you’ve likely purchased a DC inverter welder (DC). Before continuing, here’s a quick clarification for those less familiar with electricity: DC (Direct Current) means there is a positive and a negative pole. AC (Alternating Current) means the polarity changes several times per second, such as in household power, where polarity changes 50 times per second (it’s more complex, but that’s the gist).

The table above lists the recommended current types for each alloy. However, this is not a rigid rule; each welder will decide, based on their experience, preferences, and comfort, which one to use.
The choice of current type is a complex topic that deserves its own article. It’s worth noting that AC (Alternating Current) improves temperature control for more delicate materials like aluminum.
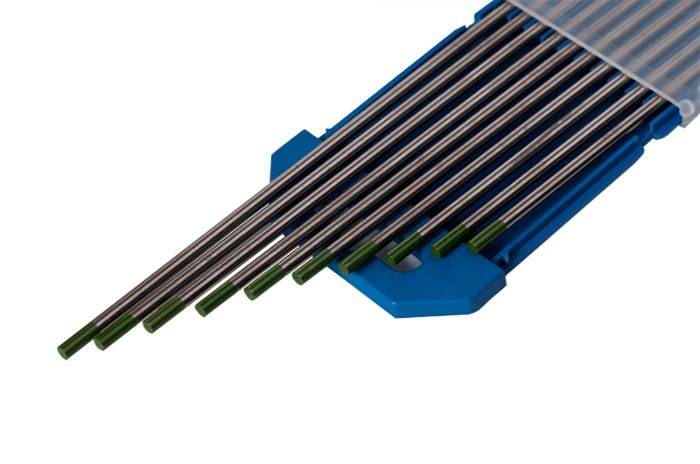
WP - Pure Tungsten (Green Tip)
Most commonly used for AC welding. Primarily used for welding aluminum, magnesium, nickel, and alloys.
WL20 - 2% Lanthanum (Blue Tip)
An excellent alternative to thoriated electrodes. Also known as the stainless steel tungsten electrode. It is AC / DC versatile and recommended for carbon steel, stainless steel, nickel alloy, titanium, and aluminum.
WT20 - 2% Thorium (Red Tip)
Banned in many countries due to alpha radiation emissions, this electrode offers excellent arc ignition even at low amperage. It is widely used in DC for steel, stainless steel, nickel alloys, titanium, and copper, although it can also be used in AC for aluminum welding. Prolonged use is not recommended due to its high toxicity.
WL10 - 1% Lanthanum (Black Tip)
This type of electrode is mainly used for plasma cutting but can also be used for welding like the WL20.
WL15 - 1.5% Lanthanum (Gold Tip)
The best alternative to the thoriated electrode (WT20). Widely used in automated welding processes.
WZ8 and WZ3 - Zirconium (White Tip and Brown Tip)
These alloys are rarely used, mainly in AC welding. This electrode maintains a rounded tip during welding and has high resistance to contamination.
WC20 - 2% Cerium (Gray Tip)
Excellent for DC applications with outstanding arc ignition capability at low currents. Widely used in orbital welding equipment for pipes and tubing. Also performs well for welding small or delicate parts. Not recommended for high-amperage applications.
Did you find this article useful? Share it on social media.

They are already part of the Job Board



Relacionados: