Covered electrodes for arc welding are classified based on the properties of the filler metal and the type of coating. The combinations of both create a wide range of options, so wide that it can be overwhelming. But don’t worry, as you’ll likely only use 2 or 3 types of electrodes.
The AWS A5.1-69 Alphanumeric Coding Standard for Electrodes
This is the internationally used standard for designating welding electrodes and replaces the color coding on electrodes. The standard code for a covered electrode used in SMAW welding is of the type EXXXX-XX or EXXXXX-XX, and it consists of four parts:
The E prefix indicates that the electrode is suitable for arc welding, or SMAW.
Tensile Strength
The first two digits in codes E-XXXX-XX, and the first three in codes of the form E-XXXXX-XX, indicate the tensile strength:
- E-60XX-XX indicates an approximate tensile strength of 60,000 psi (4218.5 kg/cm²).
- E-70XX-XX indicates an approximate tensile strength of 70,000 psi (4921.5 kg/cm²).
- E-110XX-XX indicates an approximate tensile strength of 110,000 psi (7733.75 kg/cm²).
This value broadly indicates the hardness or strength of the material.
Electrode Position
The next digit (E-XXXX-XX) indicates the position in which the electrode can be used for welding:
- E-XX1X: Any position, including vertical.
- E-XX2X: Horizontal position.
- E-XX3X: Flat position only.
- E-XX4X: Recommended for vertical down, flat, and overhead positions.
Current Type and Polarity
This characteristic is linked to the type of coating. The last number (E-XXXX-XX) provides this information:
- E-XXX0 - CC+ Organic slag, strong arc, and deep penetration.
- E-XXX1 - AC CC+ Organic slag, strong arc, and deep penetration.
- E-XXX2 - AC CC- Rutile slag, medium arc, and moderate penetration.
- E-XXX3 - AC CC- Rutile slag, soft arc, and shallow penetration.
- E-XXX4 - AC CC- Rutile slag, soft arc, and shallow penetration.
- E-XXX5 - CC+ Basic slag, medium arc, and moderate penetration.
- E-XXX6 - AC CC+ Basic slag, medium arc, and moderate penetration.
- E-XXX7 - AC CC Mineral slag, soft arc, and moderate penetration.
- E-XXX8 - AC CC+ Basic slag, medium arc, and moderate penetration.
Weld Metal Alloy
The suffix (E-XXXX-XX) indicates the approximate alloy of the filler material, always referring to steel electrodes:
- A1: 0.5% molybdenum.
- B1: 0.5% chromium, 0.5% molybdenum.
- B2: 1.25% chromium, 0.5% molybdenum.
- B3: 2.25% chromium, 1% molybdenum.
- B4: 2% chromium, 0.5% molybdenum.
- B5: 0.5% chromium, 1% molybdenum.
- C1: 2.5% nickel.
- C2: 3.25% nickel.
- C3: 1% nickel, 0.35% molybdenum, and 0.15% chromium.
- D1 and D2: 0.25% to 0.45% molybdenum, 1.75% manganese.
- G: Minimum 0.5% nickel, 0.3% chromium, 0.2% molybdenum, 0.1% vanadium, 1% manganese (only one of these elements is required).
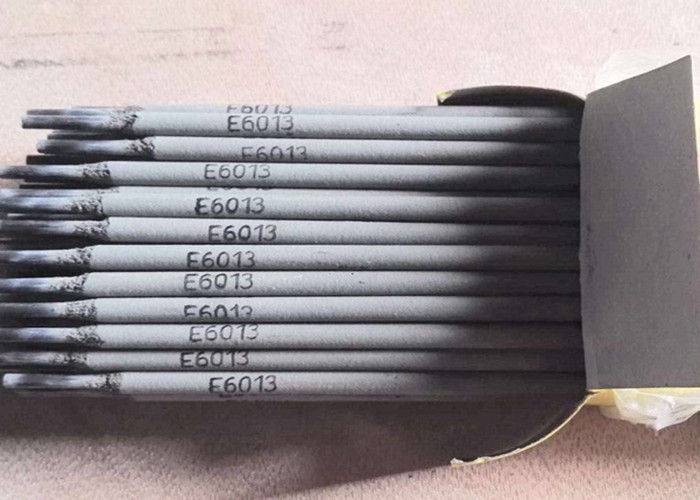
You won’t always find this nomenclature format on electrodes. The important part is the 4 or 5 central digits. For example: The 6013 is medium strength, the "1" indicates it can be welded in any position, and the "3" indicates it has a soft arc and shallow penetration.
The 7018 has higher strength, the "1" indicates it can be welded in any position, and the "8" indicates it has a medium arc and moderate penetration.